

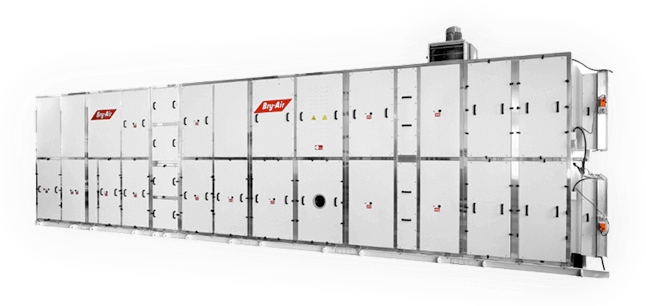

Low Dew Point (LDP) Dehumidifiers
Ideal solution for battery cell manufacturing
Our Airgineers Can Help You Select The Right Product!
Contact Us
Ideal solution for battery cell manufacturing
Our Airgineers Can Help You Select The Right Product!
Contact Us

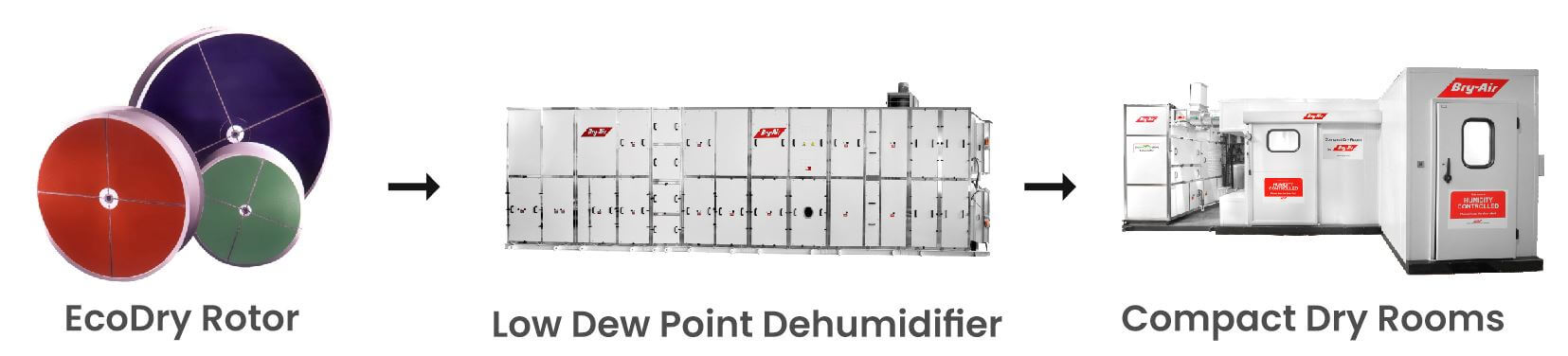
Incorporating high performance EcoDry rotor

Sandwich Panel design with leak tight frame

Energy efficiency
Single rotor machine: for as low as -80° C
Maintaining ultra-low humidity is critical in lithium battery manufacturing. Even minor moisture deviations can degrade electrode chemistry, reduce battery life, and create safety risks during production.
Bry-Air Low Dew Point (LDP) Dehumidifiers are engineered to deliver stable ultra-dry environments required for modern battery cell manufacturing and other highly moisture-sensitive processes.
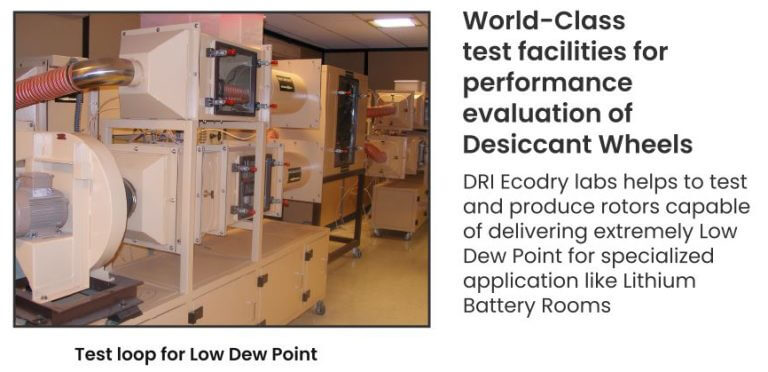
Designed around Bry-Air’s patented adsorption technologies and the EcoDry® desiccant rotor, LDP systems provide consistent dry room performance with optimized energy efficiency. These systems have been successfully implemented in large-scale battery manufacturing facilities and other advanced industrial environments where reliable humidity control is essential.
Lithium-ion battery manufacturing dry rooms
Maintaining <1% RH environments for electrode coating, assembly, and cell production.
Advanced energy storage manufacturing
Controlled humidity environments for battery modules and energy storage systems.
Precision manufacturing environments
Applications where extremely low moisture conditions protect product quality and manufacturing stability.

Ultra-Low Humidity Control for Critical Manufacturing
LDP systems deliver supply air dew points from -40°C to -80°C, supporting demanding dry room conditions required in modern battery production.
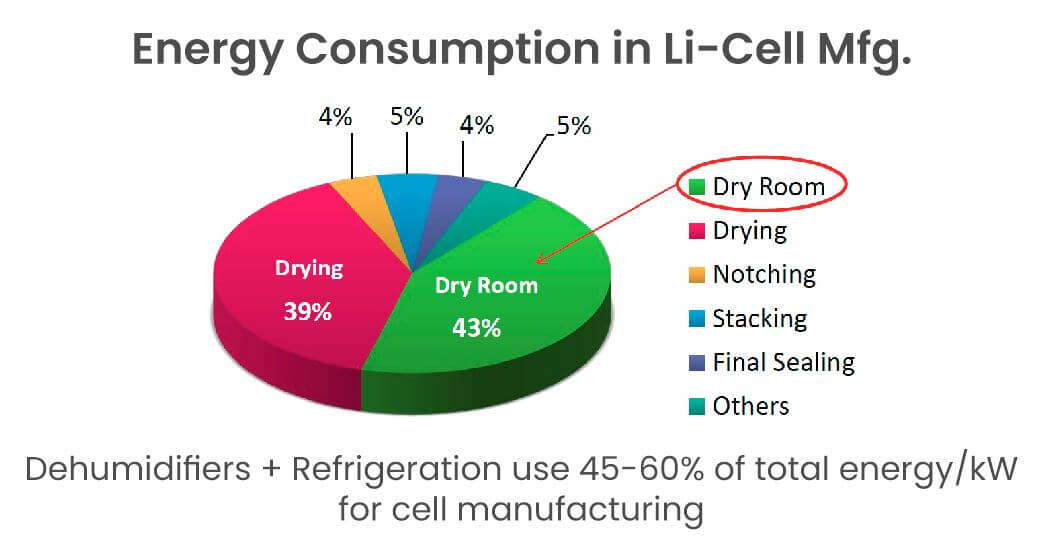
Energy-Optimized Dry Room Operation
Bry-Air’s patented technology platform reduces total energy required for regeneration and cooling, improving operating efficiency in large dry room installations.
Proven Performance at Gigafactory Scale
The system architecture supports high-capacity installations while maintaining stable humidity control and reliable performance under varying process loads.
Engineered Reliability
Robust construction, precision airflow management, and proven rotor technology ensure long-term stability in mission-critical environments.
At the core of every LDP system is Bry-Air’s EcoDry® Honeycomb Desiccant Rotor, engineered for extreme moisture removal performance.
Key characteristics include:
Unlike systems dependent on externally sourced rotors, Bry-Air manufactures its own rotor technology, ensuring complete control over performance, durability, and system integration.
1. Ultra-Low Dew Point Capability
Consistent -40°C to -80°C dew point control for demanding dry room environments.
2. EcoDry® Desiccant Rotor Technology
High-efficiency adsorption rotor engineered specifically for battery manufacturing conditions.
3. Vapor-Tight System Construction
Leak-tight double-panel architecture designed to maintain strict dry room integrity.
4. Proven Industrial Deployment
Successfully implemented in battery manufacturing facilities and large-scale dry room applications worldwide.
 |
||
|
|
|
11 patent(s) applications filed globally and 9 granted/allowed already including USA, China, Mexico, Japan, South Africa, South Korea, Canada, Europe, Australia…
Bry-Air’s Low Dew Point Dehumidifiers ensure recommended Dry Room conditions for lithium battery manufacturing, safety glass, automotive hybrid batteries, medical devices, very low RH Pharma production and a selective few other niche applications like special grade coloured nylon blended bottles, etc.
*LDP & DryPurge® is proprietary technology of Bry-Air and is patent protected in several jurisdictions. Details are available at www.pahwa.com.
Our technology reduces energy consumption by 30%-60%
Lithium battery manufacturing requires extremely low humidity to prevent moisture interaction with lithium compounds. Bry-Air LDP systems are engineered specifically for these environments, delivering supply air dew points as low as -80°C. This ensures stable dry room conditions that protect battery chemistry, improve product yield, and enhance manufacturing safety.
The EcoDry® rotor is the core technology behind Bry-Air’s low-dew-point systems. It is manufactured in-house using a specialized honeycomb desiccant structure designed for high adsorption efficiency. The rotor media is pH-neutral and inert to hydrogen fluoride (HF), a compound that can be generated during lithium battery production. This ensures stable long-term performance in demanding industrial environments.
Bry-Air combines advanced engineering expertise with vertically integrated manufacturing capabilities. This allows systems to be configured for specific process requirements, airflow volumes, and facility layouts. Our engineering teams work closely with customers to design solutions tailored to their dry room architecture and production goals.
Bry-Air manufactures critical components—including the desiccant rotor—within its own technology ecosystem. This vertical integration ensures consistent quality, precise system integration, and reliable performance. It also allows Bry-Air to respond quickly to customer requirements and deliver systems that meet demanding manufacturing standards.
Let's
Get In
Touch


